In this follow-up video to our first whiteboard session, Why Deacom Exists, Jay Deakins goes into more detail on how Deacom’s ERP software brings process control to its batch and process based customers.
The video highlights some of the control points that are required through the entire product lifecycle and provides examples of where QC holds can help customers identify issues early in the manufacturing process.
The full transcript of the video follows:
So today we’re going to talk a little about process control and what Deacom does to bring that to our batch and process based manufacturing customers. So we talked about in another video the concept of the single-system and how avoiding bolt-on systems will allow you to have better process control. So today we’re going to take that conversation a little bit deeper and talk about the actual processes that our customers are going through and how that single system model impacts that.
So when we talk about process control around Deacom, we always talk about the formulation to shipment process. This is really the process that batch and process based manufacturers need to control to assure that they’re going to do what they say they’re going to do for their customers.
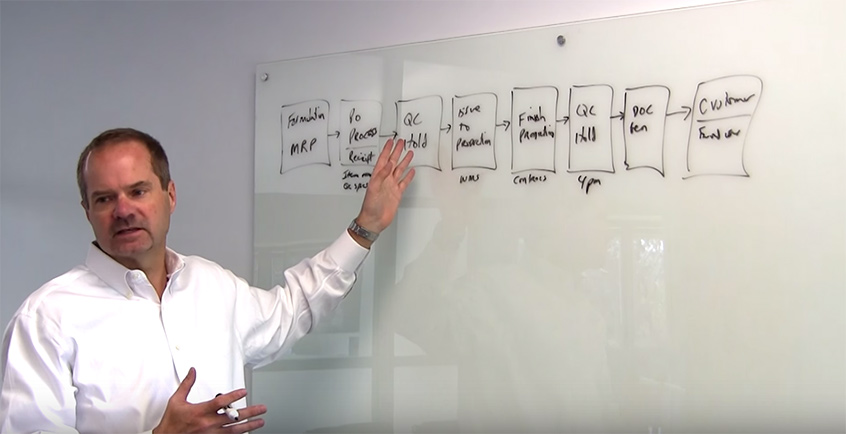
So we’re going to put some boxes up on the board and we’re going to walk through what that means and what the control points are and how you can ensure that you’re doing what you’re saying you’re going to do.
So this whole process starts when I create a formulation. So the formulation is where I’m going to specify how an item is actually made, what goes into it, what the physical properties are of that, what the QC requirements are. All the information about all the items that go into the product is contained in the formulation.
That formulation is going drive your MRP process, along with a number of other inputs. So MRP stands for Material Requirements Planning and that’s going to tell you what I need to buy in order to have the materials on hand in the proper time to go through my process. So in order to properly drive MRP, it requires a lot of inputs: it requires information from your sales or forecasting of what I’ve actually sold and what I plan to sell over the next period of time; what I currently have on inventory, including anything which may be stuck in QC; and it has to take the formulation and explode through the sales forecast, or sales orders, and tell me all the way down to the lower level of materials, what I need on hand to do that.
So the formulation and the MRP process is going to drive the PO process, which is going to drive into the PO receipt process. So when I receive a purchase order, this is my first process control stage… is that tied into that purchase order are going to be individual items that I’m going to receive. Tied into the items at both the Item Master level and the QC Specs level, is going to tell me what do I need to do when I receive this item; which of those items I bought have to go through QC and what QC must it go through.
Certain items are going to bypass this process and go right into works. So if I buy a box for instance, a lot of our customers just take boxes and put them right into production – they’ll do a visual check, yes ok, I see that, put it in there – but most of our customers when you get down to the raw material level, need to do some physical tests to make sure that the product is as their vendor said it was going to be.
So this becomes your first process check – is this QC hold. So after I receive this product, it goes into the QC hold process and this is at the point where I need to know that we’re going to do that. If I were to bypass this I’m putting the process at risk. So typically it comes into here, there are times when if you get behind in production, maybe you have somebody new in this process, they might try to bypass that. So what we’ve done from Deacom is engineer a process where we can stop that process if you don’t do what you say you’re going to do.
So the first opportunity to stop that is after it comes through QC hold, I’m going to issue material to production. I’m going to do that by means of our WMS system – Warehouse Management System – the WMS system, our scanner guns, which I’m going to take materials and I’m going to scan them into production.
So the idea is that the WMS system, because we have this single-system, the WMS system knows about the QC process and so if I try to scan an item which has not been through the QC process, it’s going to stop me. It’s not going to allow that.
So that’s the first check we have in this process to make sure that we’ve done this QC hold process. So, again, if I’m running late on production and there’s a lot of pressure for me to get this batch done, maybe I have a new employee, they might try to bypass this, they go to the loading dock and say ok, yah I see that product, I’m going to use, even through it hasn’t gone through the QC process – that’s putting your batch at risk, it’s putting all the materials that I’ve mixed into that batch process at risk also. So it’s a chance for a problem. We’ve put our first hold in that process to control that process.
So the next step in this process is after it’s been issued to production, I’m actually going to finish production. In the DEACOM system we have control built into this process. So again, let’s think for a second, and let’s think that people have totally bypassed the process that we set up and they took something from the PO receipt process and put it right into production. They bypass QC hold… they could’ve even bypassed the issue to production. If they’ve physically taken a bag and dumped into the tank without doing any of these steps, we have another step built into here to control this. So we’ve built into the controls, into the finishing process, and say for instance, if ‘m finishing a batch that has 5,000 lbs. in it, you can set a tolerance, a percentage tolerance, to say how much of the materials must I have issued to this batch to allow me to finish it. The reason we have a percentage tolerance is because in the batch and process world, there are often times yields where I’m not necessarily going to get out exactly what I put into that batch.
So each of our customers, and for different products, you can set a different tolerance and say what is my tolerance level to get out of that. So if I’m going to make a 5,000 lb. batch and I find out I only issued 2,000 lbs. of that for instance, it might stop that process.
So again, this is another checkpoint that says if I’ve bypassed this, if my people have chosen to bypass this, they didn’t do what we said we were going to do, that will allow them another chance to get that.
So the next process after we finish production is going to go into another QC hold. So our first QC hold was for raw materials, our second QC hold is for our actual finished goods. So we’ve taken these raw materials, we’ve combined them together, we’ve done the magic that we do, and we produced a finished good – now we again want to put this into a QC hold phase and we want to make sure the physical properties of this finished good actually match what we expected it to match.
Again, it’s another check. If I messed up any of these processes, by doing this QC hold, we should find that process. Now most of our customers actually do this pretty well. They talk about the 4’o’clock problem. We go through this process all the time, at 4 o’clock the truck shows up at the loading dock, and the truck drive is in a hurry, and he says, I need you to load this product onto the truck. And they say, well it’s in QC hold. He says well I’m going to leave… they feel a lot of pressure to load up the truck. So the problem is if I bypass this, I bypass one of my major controls.
There’s a secondary, another control in this, which is the document generation process. So out of DEACOM, again we have that single-system concept, the document generation tools are built into DEACOM. So in order to load up the truck, I’m going to need a series of documents. It might be a bill of lading, it can be a COA document, a packing list. If this is an international shipment, you might need a pro forma invoice – all of those documents are going to come out of the DEACOM system. And so that’s my control that I’ve done all these processes.
In the DEACOM system, because we have this single-system, I’m not able to generate a document unless all the other processes have been done. And so the idea, again is that I set up processes, I say this is what I’m going to do and most of the time, we do it. As your company grows, as you get new people into that process, sometimes there’s a tendency to bypass some of these processes and procedures. Deacom has built in multiple stage gates to control that process.
So the last step of this, is when this product goes off to our customer, and potentially the end user. Sometimes our customer, or our customers’ customers is the end user, sometimes that customer is going to ship that product off their end user. This is not the place to find a QC issue. If I had any problems in my process, it can be found there, but this is not the time do this.
So the idea is in DEACOM we have multiple stops where we can control that process and we can force the process to do what you say you’re going to do. And even if there are breakdowns in that process and people violate those processes, there are subsequent stage gates to stop it – the final one being the document generation. If you haven’t done everything right, the document generation, because it’s part of the DEACOM system, it’s going to stop that process.
So at the end of the day, this formulation to shipment process is why Deacom exists.
